E-postformatfel
emailCannotEmpty
emailDoesExist
pwdLetterLimtTip
inconsistentPwd
pwdLetterLimtTip
inconsistentPwd


CNC -malningsmaskinskärningsprocess och förbättring
Bild 1 Enkantad trådfräsning
För det tredje, om bearbetning av delar med stor marginal krävs,
klättringsmetod
bör användas. Den mest framträdande fördelen med denna metod är att den effektivt kan minska skärkraften, säkerställa en korrekt förbättring av graden av skärning av härdning, minska värmen som genereras genom skärning och förstärka den faktiska kvaliteten på delning av delen.
Slutligen, när du skär på en
CNC -fräsmaskin
, Ändra inte plötsligt riktningen för verktygsmatningen, eftersom detta direkt kommer att påverka skärhastigheten, i slutändan minska skärkvaliteten avsevärt och orsaka resterande eller överskottande, och i allvarliga fall, till och med orsaka oändliga säkerhetsolyckor.
2. Sätt att förbättra halvfinishingsprocesser
För att förbättra halvfinishingsprocesser är skärmavståndet och toleransvärdena mycket viktiga. För att säkerställa stabil skärning måste ovanstående sekvens följas strikt för att undvika skador på verktyget så mycket som möjligt. För att säkerställa skärningens kontinuitet bör behandlingsstegen ordnas rimligt för att undvika frekventa tillbakadragande eller verktygsändringar.
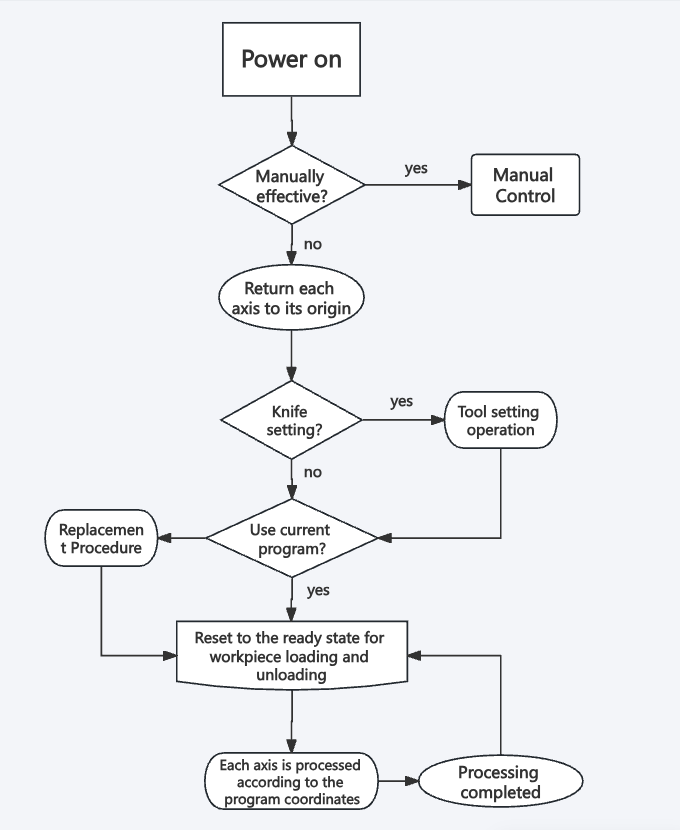
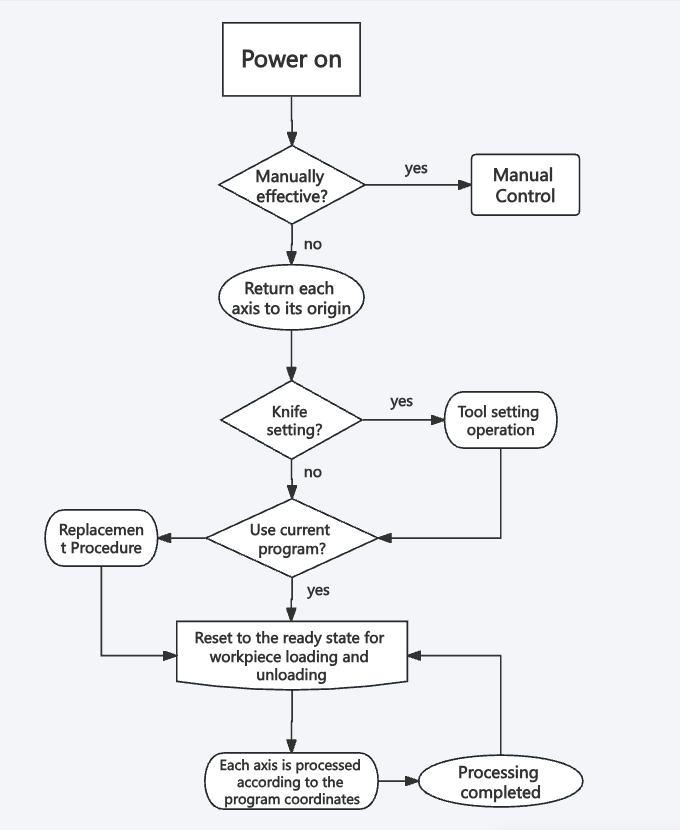
Bild 2 Allmän CNC -malningsmaskinskärningsprogramdesign
3. Sätt att förbättra bearbetningsprocessen för hörn clearance
Ytan på arbetsstycket är relativt även på grundval av halvfinishing, men bearbetningsbidraget vid den konkava ytans position är fortfarande relativt stor. När bearbetningsbidraget inte är ens kommer det oundvikligen att påverka skärningens stabilitet och till och med direkt påverka den slutliga noggrannheten i bearbetning. Därför måste en rimlig hörnavståndsprocess ordnas för att ta bort överskott av material.
4. Sätt att förbättra efterbehandlingsprocessen
Efterbehandlingsprocessen har höga krav på kvalitet och precision, så skärningsprocessen måste vara optimalt utformad (som visas i figur 2) för att undvika problem som vertikal skärning och ett stort antal lyftskärningar och för att undvika att skada ytan på delen så mycket som möjligt. Under efterbehandlingsprocessen bör dessutom en smidig malningsmetod användas för att undvika glidning. Valet av verktygsväg bör också vara uppmärksam på bearbetning av deformationsproblem, och vid behov bör antalet verktygspass ökas så mycket som möjligt. Det viktigaste är att säkerställa att verktygsvägen är optimerad.
Sammanfatta

Denna omfattande guide beskriver de kritiska stadierna i fräsningsprocessen och ger värdefulla strategier för att förbättra CNC -fräsningseffektivitet och precision.
Roughing -processen syftar till avlägsnande av maximal material för att bilda den allmänna formen på arbetsstycket. Att använda verktyg med stor diameter med högre hastigheter är viktigt för effektiviteten. Halvfinishing, däremot, balanserar hastighet och kvalitet, säkerställer släta ytor och enhetliga ersättningar under förberedelserna för slutbearbetning. Hörnfrigångsbehandling fokuserar på precision, särskilt i områden som är svåra att nå, vilket säkerställer att överskottsmaterial tas bort helt. Efterbehandling kräver det sista steget hög noggrannhet och optimal ytkvalitet, vilket kräver verktyg med små diameter och noggranna bearbetningsvägar för att uppnå önskade toleranser.För att förbättra CNC -malningsoperationer görs flera rekommendationer, inklusive användning av bearbetningssimuleringsprogramvara för att beräkna skärområden och balansverktygsbelastning. Spiral- eller diagonala verktygsinsättningar kan minska stressen på verktyg under grovning, medan strategiska hörnavståndsmetoder säkerställer även skärning av stabilitet. Vid efterbehandling är optimering av verktygsvägar och undviker plötsliga skärrörelser nyckeln till att förhindra delskador och förbättra den totala kvaliteten.Dessa tekniker bidrar kollektivt till att förbättra prestandan för CNC -malningsmaskiner, vilket ökar både produktivitet och noggrannhet i modern tillverkningsverksamhet.